
1 असेंब्लीपूर्वी तयार करा
१.१ISO 6162-1 म्हणून निवडलेल्या फ्लॅंज कनेक्शनने अॅप्लिकेशनच्या गरजा पूर्ण केल्याची खात्री करा (उदा. रेटेड प्रेशर, तापमान इ.).
१.२बाहेरील बाजूचे घटक (फ्लॅंज कनेक्टर, क्लॅम्प, स्क्रू, ओ-रिंग) आणि पोर्ट्स ISO 6162-1 शी सुसंगत असल्याची खात्री करा
१.३योग्य स्क्रू, प्रकार 1 साठी मेट्रिक आणि प्रकार 2 साठी इंच याची खात्री करा.
१.४ISO 6162-2 भागांसह घटक मिसळू नका याची खात्री करा.वेगळे कसे ओळखायचे ते पहा"ISO 6162-1 आणि ISO 6162-2 फ्लॅंज कनेक्शन आणि घटक कसे ओळखावे"दुवा
१.५सर्व सीलिंग आणि पृष्ठभाग इंटरफेस (पोर्ट आणि फ्लॅंज घटकांसह) बुर, निक्स, स्क्रॅच आणि कोणत्याही परदेशी सामग्रीपासून मुक्त असल्याची खात्री करा.
2 योग्यरित्या कसे एकत्र करावे
२.१ओ-रिंग स्क्रब-आउट कमी करण्यात मदत करण्यासाठी, सिस्टममध्ये वापरल्या जाणार्या हायड्रॉलिक द्रवपदार्थाचा हलका आवरण किंवा आवश्यक असेल तेव्हा सुसंगत तेलाने ओ-रिंग वंगण घालणे.विशेष काळजी घ्या, कारण जास्तीचे वंगण सांध्यातून बाहेर पडू शकते आणि गळतीचे चुकीचे संकेत होऊ शकते.
टीप:O-रिंग आकारात टेबल 1 किंवा टेबल 2 पहा, आणि ते मेट्रिक किंवा इंच स्क्रूसाठी समान आकाराचे आहे, ISO 6162-1 आणि ISO 6162-2 फ्लॅंज कनेक्शनसाठी ते समान आकाराचे आहे, कोणतीही मिश्रित समस्या नाही.
२.२फ्लॅंज केलेले हेड आणि फ्लॅंज क्लॅम्प्सची स्थिती ठेवा.
२.३स्क्रूवर कडक वॉशर ठेवा आणि क्लॅम्प्समधील छिद्रांमधून स्क्रू ठेवा.
२.४आकृती 1 मध्ये दर्शविलेल्या क्रमाने स्क्रू हाताने घट्ट करा जेणेकरून फ्लॅंज टिपिंग टाळण्यासाठी सर्व चार स्क्रू स्थानांवर एकसमान संपर्क सुनिश्चित करा, ज्यामुळे अंतिम टॉर्क लागू करताना फ्लॅंज तुटणे शक्य होईल.
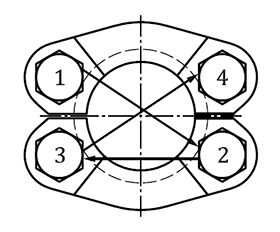
आकृती 1 — स्क्रू घट्ट करण्याचा क्रम
2.5शिफारस केलेल्या स्क्रू टॉर्क पातळीपर्यंत दोन किंवा अधिक वाढीमध्ये आकृती 1 मध्ये दर्शविलेल्या अनुक्रमात स्क्रू टॉर्क करा आणि मेट्रिक स्क्रूसाठी टेबल 1 आणि इंच स्क्रूसाठी टेबल 2 मधील संबंधित रेंच आकार वापरा.
तक्ता 1 — आयएसओ 6162-1 शी सुसंगत फ्लॅंज कनेक्शन एकत्र करण्यासाठी मेट्रिक स्क्रूसह टॉर्क आणि पाना आकार
| नाममात्र आकार | कमाल कार्यरत दबाव | प्रकार 1 (मेट्रिक) | ||||||||
| स्क्रू थ्रेड | स्क्रू लांबी mm | स्क्रू टॉर्क N.m | पाना | O-रिंग | ||||||
| MPa | bar | षटकोन साठी डोके स्क्रू mm | सॉकेटसाठी डोके स्क्रू mm | Code | Inside व्यास mm | Cरॉस - विभाग mm | ||||
| 13 | 35 | ३५० | M8 | 25 | 32 | 13 | 6 | 210 | 1८.६४ | 3.53 |
| 19 | 35 | ३५० | M10 | 30 | 70 | 16 | 8 | 214 | 2४.९९ | 3.53 |
| 25 | 32 | ३२० | M10 | 30 | 70 | 16 | 8 | 219 | 3२.९२ | 3.53 |
| 32 | 28 | 280 | M10 | 30 | 70 | 16 | 8 | 222 | 3७.६९ | 3.53 |
| 38 | 21 | 210 | M12 | 35 | 130 | 18 | 10 | 225 | 4७.२२ | 3.53 |
| 51 | 21 | 210 | M12 | 35 | 130 | 18 | 10 | 228 | 5६.७४ | 3.53 |
| 64 | १७.५ | १७५ | M12 | 40 | 130 | 18 | 10 | 232 | 6९.४४ | 3.53 |
| 76 | 16 | 160 | M16 | 50 | 295 | 24 | 14 | 237 | 8५.३२ | 3.53 |
| 89 | ३.५ | 35 | M16 | 50 | 295 | 24 | 14 | २४१ | ९८.०२ | 3.53 |
| 102 | ३.५ | 35 | M16 | 50 | 295 | 24 | 14 | २४५ | ११०.७२ | 3.53 |
| 127 | ३.५ | 35 | M16 | 55 | 295 | 24 | 14 | २५३ | १३६.१२ | 3.53 |
तक्ता 2 — आयएसओ 6162-शी सुसंगत फ्लॅंज कनेक्शन एकत्र करण्यासाठी इंच स्क्रूसह टॉर्क आणि पाना आकार1
| नाममात्र आकार | कमाल कार्यरत दबाव | प्रकार २ (इंच) | ||||||||
| स्क्रू थ्रेड | स्क्रू लांबी mm | स्क्रू टॉर्क N.m | पाना | O-रिंग | ||||||
| MPa | bar | षटकोन साठी डोके स्क्रू in | सॉकेटसाठी डोके स्क्रू in | Code | Inside व्यास mm | Cरॉस - विभाग mm | ||||
| 13 | 35 | ३५० | ५/१६-१८ | 32 | 32 | 1/2 | 1/4 | 210 | 1८.६४ | 3.53 |
| 19 | 35 | ३५० | ३/८-१६ | 32 | 60 | ९/१६ | ५/१६ | 214 | 2४.९९ | 3.53 |
| 25 | 32 | ३२० | ३/८-१६ | 32 | 60 | ९/१६ | ५/१६ | 219 | 3२.९२ | 3.53 |
| 32 | 28 | 280 | ७/१६-१४ | 38 | 92 | ५/८ | ३/८ | 222 | 3७.६९ | 3.53 |
| 38 | 21 | 210 | १/२-१३ | 38 | 150 | 3/4 | ३/८ | 225 | 4७.२२ | 3.53 |
| 51 | 21 | 210 | १/२-१३ | 38 | 150 | 3/4 | ३/८ | 228 | 5६.७४ | 3.53 |
| 64 | १७.५ | १७५ | १/२-१३ | 44 | 150 | 3/4 | ३/८ | 232 | 6९.४४ | 3.53 |
| 76 | 16 | 160 | ५/८-११ | 44 | 295 | १५/१६ | 1/2 | 237 | 8५.३२ | 3.53 |
| 89 | ३.५ | 35 | ५/८-११ | 51 | 295 | १५/१६ | 1/2 | २४१ | ९८.०२ | 3.53 |
| 102 | ३.५ | 35 | ५/८-११ | 51 | 295 | १५/१६ | 1/2 | २४५ | ११०.७२ | 3.53 |
| 127 | ३.५ | 35 | ५/८-११ | 57 | 295 | १५/१६ | 1/2 | २५३ | १३६.१२ | 3.53 |
पोस्ट वेळ: जानेवारी-20-2022